本帖最后由 全金属外壳 于 2019-9-2 20:36 编辑 骷髅精灵 发表于 2019-9-2 19:48 光栅尺是测头随滑台移动的那种,带显示屏, 显示实际的移动量。之所以测试0.01, 是因为我看的时候 人家就是那么测试的, 走0.01 停顿一下, 再走0.01, 再停顿一下。 比如连续走3次,光栅尺在停顿时显示的读数分别为:0.01 0.018 0.033 (此数字只为示意,因为不是整数就代表有误差) 这个测试是在机床博览会上看到,忘记是卖什么的了。 另外,步进确实走不了很准, 比如2相步进,算上半步,一圈顶多400步, 理论上每步0.9度整,但是它真的走不了那么准。 比如说普通增量编码器,每圈10000个读数,如果把步进输出轴连上编码器,你觉得他会每步走整整25个读数? |
欢迎继续阅读楼主其他信息
全金属外壳 发表于 2019-9-2 18:43 最高光栅尺的最高级别分辨率是0.001,而市面上的基本上都是分辨率0.01,5mm螺距丝杆一圈也就5百个脉冲,分辨率不用说了,用低分辨率的量具去测量高分辨率的东西,这点本身也是有问题的 要你就用扭簧表测量步进,一个脉冲一个脉冲的测量,不要看屏幕上的数据 还有,凑整数这个根本没必要,正常代码都是三位四位小数的代码,两位的更不用谈了 |
全金属外壳 发表于 2019-9-2 18:43 你这种顾虑基本上都是多余的,你别老看屏幕上的数字,那是虚的,重要的还是硬件打表测量精度,屏幕上步进0.001都可以动,你要凑齐0.01这种思维,不过是你自己的强迫症罢了 |
本帖最后由 全金属外壳 于 2019-9-2 18:56 编辑 fobyellow 发表于 2019-9-2 09:47 没必要这么复杂, 用国产任何一个品牌的两相步进和驱动,连接成品的铸铁滑台,滑台是全新的,日本双膜片联轴器, 日本东测1605 C3 磨制丝杠,THK6300交叉滚子导轨,海德汉光栅尺。 每次点动0.01,连续10毫米都用不了, 就知道那细分就是闹着玩的, 8细分和80细分, 就精度而言,毫无区别。一路下来,连个0.01的整数都走不利索。有时候多点, 有时候少点。声音倒是有点区别。 自己亲眼所见,当时还录制了视频, 可是后来手机丢了 你是从驱动器上来说细分有用,可是步进电机因为加工公差和组装工艺造成转子与定子不同心,转子齿宽不同,芯片冲压毛刺飞边尺寸有误差。 所造成的步距不一致 这几点哪都能造成其从最底层就出现错误,物理步距都走不准, 谈细分精度就没意义了。 别的不别的,360度分10000步走完, 就这一点,有几个步进能做到? 这要求 咸鱼400块钱的一套二手伺服就干得了。 不是说伺服多优秀, 但是2相步进搭配5的丝杠, 我至今也没有见哪位大神用“细分”就能细出好的定位精度来 |
全金属外壳 发表于 2019-8-30 19:50 细分当然是可以用的,只是细分的精度主要由齿槽的机械精度决定,这个要看电机给的绝对误差指标,Pacific给的指标是单步分辨率的1.5-3%,对应常见的两相电机而言就是0.027度,还有一个误差是驱动器产生的AB两相的电流差,纯DAC的误差已经可以基本忽略了,原因是大多数设计都使用了10bit的DAC,INL和DNL都已经超过了256细分的要求,所以两相电流是没有相差的,剩下的就是检流电阻的绝对差了,一般在5%以内,这个误差和角度误差并不能直接换算,但是估计会比较小。以上计算是空载误差,负载情况下不得而知,细分的一个副作用是pull-in和pull-out的力矩并不一样,也就是在单步内电机会表现出不同的最大扭矩,对应不同的负载刚性,估计这个也是产生闭环步进电机的原因 细分做得最高的,我见过8192细分的,日立瑞萨的专用芯片,用于镜头聚焦,集成三个小功率步进驱动器,还比较好用 |
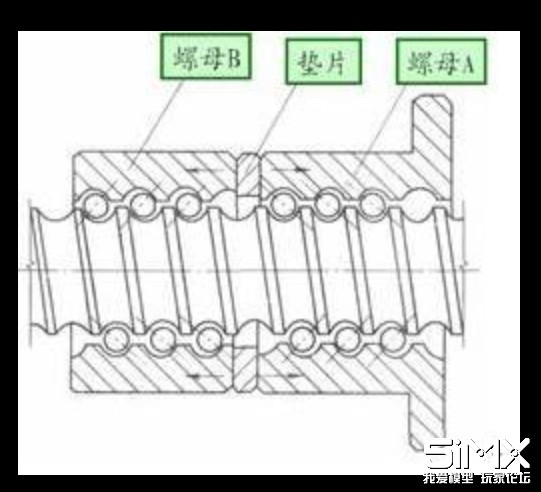
本帖最后由 全金属外壳 于 2019-8-30 19:55 编辑 电骡子 发表于 2019-8-30 19:38 细分只是优化 步 与 步 之间的 “过度”, 2相步进, 每圈最多分成400步, 如果你选择50细分,那他一圈能分成20000步??? 这比增量编码器的伺服都高了,根本不可能的 你说的双螺母的使用, 是不对的。 双螺母是为了预紧,减小回差来提高精度。 但是单螺母加大珠径也同样能有预紧。 我倒觉得双螺母更适合大负载, 因为双螺母等于两个螺母, 受力比单螺母要好多了。 |
全金属外壳 发表于 2019-8-30 18:44 应该不是这样子吧,步进驱动都有细分数,5mm螺距的用5细分或者10细分,可以避免此问题。 细分数也要跟F值匹配好才行,不然会出现丢步或者震动。 轧制丝杆用双螺母消回差理论上行得通,但是重载不行,同时磨损也会加快,用不久回差又出现了。 |
本帖最后由 全金属外壳 于 2019-8-30 18:47 编辑 fobyellow 发表于 2019-8-30 18:19 因为两相步进, 转一圈顶多分成400步,5MM螺距/400步=0.0125MM每步 也就是两相步进配合5毫米螺距丝杠移动, 就走不出完美的0.01。。 真要用, 也要用4毫米螺距的丝杠, 正好每步0.01。不过就是比1605 的单价要贵点。 这是说的工作在理想情况下。实际还要更差一点 |
全金属外壳 发表于 2019-8-29 18:53 请教下为什么两相电机和5mm螺距的丝杠天生不配呢? |
卫生纸 发表于 2019-8-28 17:55 我的意思是说, 因为两相电机和5毫米螺距丝杠 天生就不配合, 就肯定会有误差, 所以你就不需要考虑丝杠间隙回差的问题。 大意可以理解为, 步进就用单螺母吧, 怎么折腾也是那样。适用于全部零件都是低成本零件的雕刻机。 要求高点 就用伺服加双螺母或者磨制丝杠 |
| 顶一下 |
| 没有玩过高精度的,一直用国产的双螺母,只是注意有种双螺母没有间隙片的,是螺纹加顶丝的,不好用 |
| 精度低也有预压的,只不过会牺牲寿命和流畅性,带来的是加速磨损和卡顿,好处是没有间隙 |
| 精度低的都是间隙配合,别不信,那么容易预压,贵的谁买了。只有等级很高的才有重预压 |
全金属外壳 发表于 2019-8-28 17:43 所以你想表达什么? |
| 有经验的大佬求教 |
|
个人觉得, 如果你要是用2相步进电机加5毫米螺距的丝杠, 就不需要考虑单双螺母带来的误差了。。 |
| 沟道误差超过了预紧带来的弹性变形大小,预紧就没意义了,只会带来卡顿 |
 /2
/2 
 收藏
收藏

