mojianghai 发表于 2022-7-2 00:02 高频音隔音效果可以,有些尖锐刺耳的有明显效果,低频嗡嗡声隔音差,有时遇到某些转速还可能共振。总体来说搞个罩子好处还是多的,隔音是一方面,主要还是防护,防止切屑和水甩的到处都是,干净很多  |
欢迎继续阅读楼主其他信息
comet 发表于 2022-6-30 18:29 做这机器花了太多功夫,从头到尾太累了。钱花到位了,再认真对待,都能做出相对满意的机器  |
| 自制机器,铣铝达到这样程度已经很不错了,祝贺楼主! |
动龙门一样猛干铝,甚至还能干钢,F800 ,s6000 ,切深0.3,铣40CR 棒, 一点儿问题都没。在前面一个制作过程贴里有兄弟说我这只能干木头。。。 |
|
好在,加工稍微大一点的零件,形位公差还可以,120*120的平面,平面度<0.01,xy轮廓垂直度也不错,100内<5μ,大理石角尺,和杠杆千分表测量。侧面对加工顶面垂直度也还可以,20毫米<4μ,侧面加工的直线度也很好,我那0.002的杠杆表基本没怎么动。 |
|
机器前前后后也做了十来个试件,尺寸精度基本就是±0.02,在工业鸡的单位来说,这种精度就是接近报废机的状态。不过我这就是业余diy玩玩,也基本够用了。机器丝杆不怎么样,用的c7轧制丝杆,定位精度肯定不要有太高期望。 |
|
试机加工视频。 |
| 能不烂尾的机器都是好机器 |
阳光zxcv 发表于 2022-5-6 00:24 打算做个罩子,盖起来。后面会试试加工铁件看看,加工铁件声音肯定比铝大很多,不搞好隔音怕被邻居投诉了。 |
| 朋友,你这个机器是定龙门的机器么?看着材料好像是钢呢,想看看机器全貌,学习一下 |
再次试加工,精加工走刀三遍,精度好了很多。 今天用慢速加工,精加工跑的很慢f200,粗加工1000,外圆逆铣,层厚1㎜,精加工走三遍,外圆精度正1丝左右,全新千分尺测量的。昨天那超5丝还是精加工跑快了只跑了一遍。吃刀少慢跑精度还可以,业余diy加工不着急。 今天用慢速加工,精加工跑的很慢f200,粗加工1000,外圆逆铣,层厚1㎜,精加工走三遍,外圆精度正1丝左右,全新千分尺测量的。昨天那超5丝还是精加工跑快了只跑了一遍。吃刀少慢跑精度还可以,业余diy加工不着急。 |
| 真漂亮 |
| 好机,好机 |
|
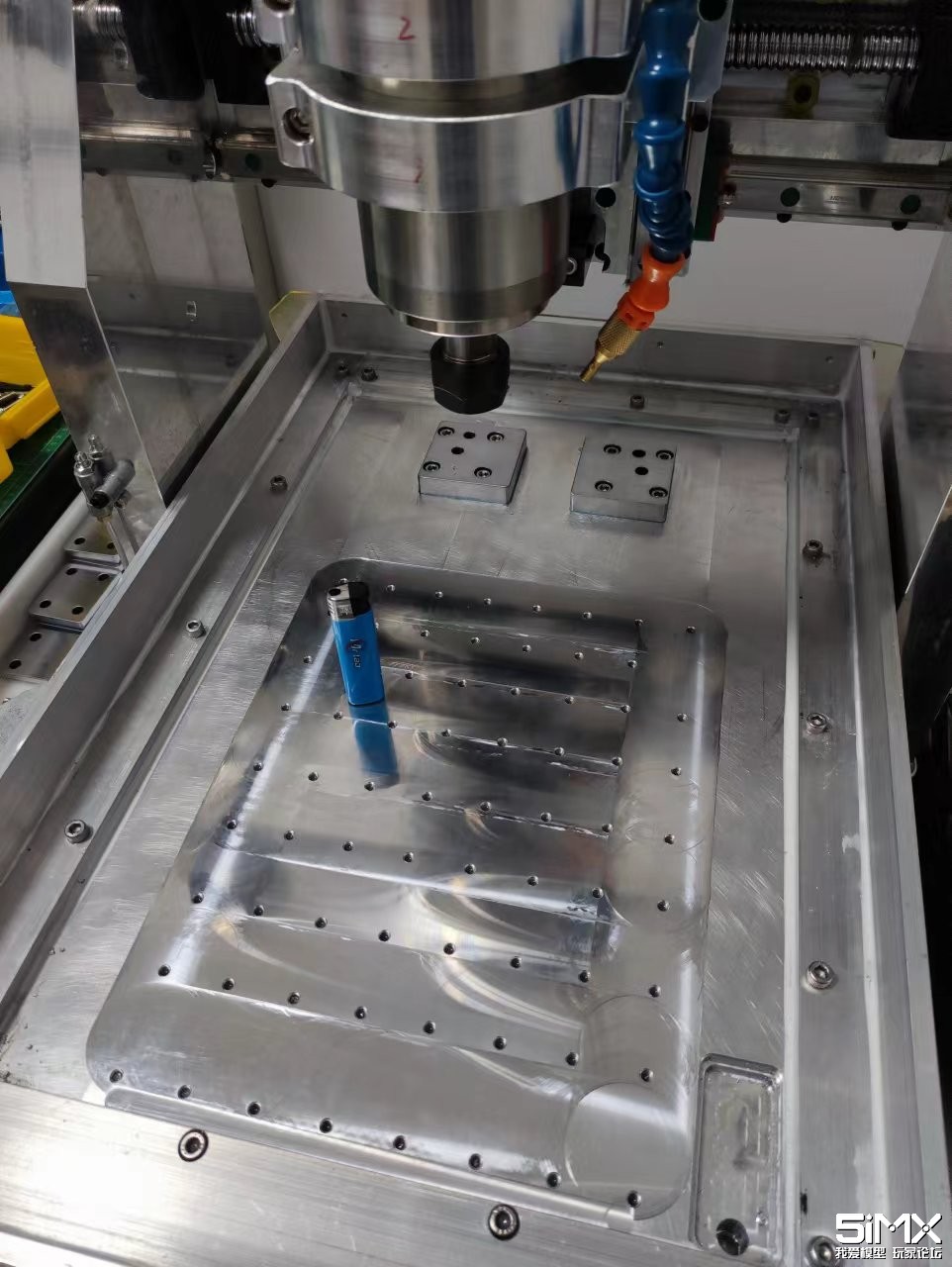
先上一个自己加工自己的视频,这面是安装T槽板的。专门买的一个50mm的铝用面铣刀,主轴转速1500,洗了大概0.15深一层。电主轴还是不太行,开始对刀的时候不小心Z倍率选大了,直接电主轴卡停了  。因为是轻负载,声音还好。 。因为是轻负载,声音还好。 |
 /1
/1 
 收藏
收藏

