| 各干各的活,兼容的没有专业的好。 |
| 学习了,谢谢 |
| 这个办法真不错,自己DIY的铣床往往没齿条进给,每次摇Z轴很不方便,用你这个办法就能解决一部分打孔问题。 |
低调走过 发表于 2023-9-4 07:51 的确如你所想,筒夹里面的确有个类似花键的装置。打孔深度基本等于3MM普通钻头长度。 |
| 看结构,孔深不会太深 |
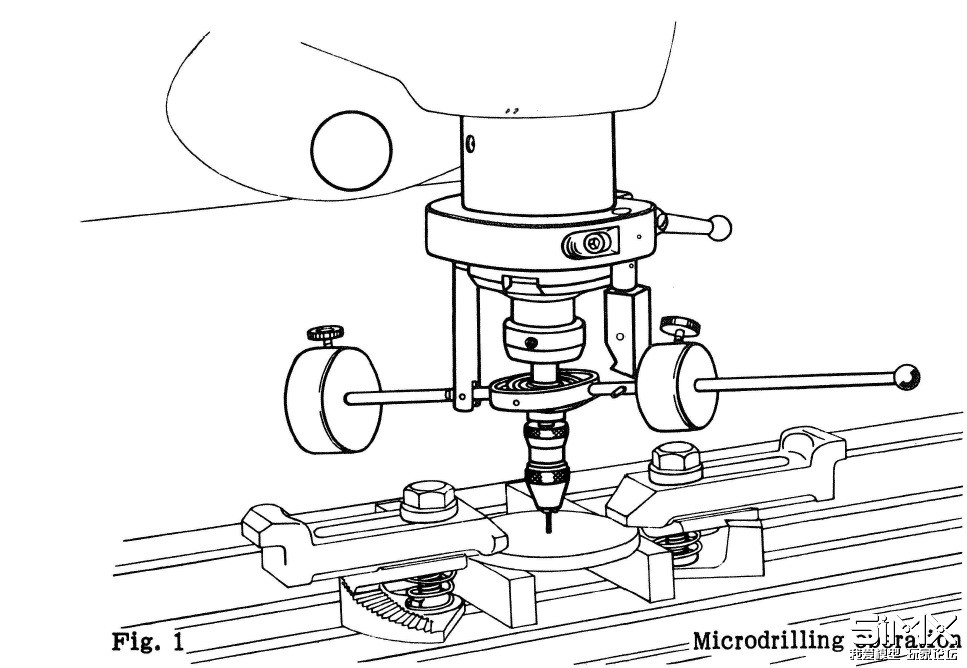
| 想不明白原理,又要旋转又要可以进给,除非那个筒夹里面夹了个可进给的花键。 |
|
本帖最后由 低调走过 于 2023-9-4 07:47 编辑 这是怎么打孔的,是用手按压那个弹簧的手柄端吗?铣床的筒夹只用来限位,不锁紧?不锁紧也没法钻孔,想不明白原理 |
| 楼主的8120成色真好 |
|
厉害了 |
sun1129 发表于 2023-1-18 22:27 没怎么用,我这个问题是使用弹簧夹头配合的那个莫四套精度不太好,都有几丝的偏差。 |
XXBO 发表于 2023-1-19 01:47 谢谢!实测这个精度还可以,夹一个4MM的圆棒,打表,在伸缩的全程各处跳动3丝以内,配合工作台特别适合打成组孔系的定位孔。 |
| 高招,楼主手工也精致,点赞! |
| 楼主的铣床挺新! |
|
|
| 铣床打眼精度比钻床高,就是不方便,还是钻铣床好用 |
 /2
/2 
 收藏
收藏

