螺母 发表于 2013-1-31 23:09 我还见过80长的,听说还有人试过100长的。你在哪,在东莞万江的话,到我这来看看就知道了。 |
螺帽 发表于 2013-1-28 08:26 冷墩机加热,不了解... 不懂冷墩加工,感觉铁也难,孔太深了.. |
| 浙江的机加方面确实灵活得很! |
nhycf 发表于 2013-1-28 13:01 用303做很好加工的,做出来比铁漂亮多了,价格也不贵非标的二十出头一公斤 |
egui 发表于 2013-1-27 22:53 原来铁件是分两次做的,先做大孔一端平面,钻孔,倒角,再做攻丝的一端,平面,钻孔,倒角,攻丝,都是数控车自动送料做的,现在工艺基本就是这样做了,主要是我原来不太做这么小的工件,而且不锈钢的工件我也做的很少,所以对价格有点吃不准,主要是不锈钢难加工点,但具体做起来是个什么速度我还是没底 |
螺母 发表于 2013-1-27 22:34 这个工艺,其实很简单的,我做过类似的铁的,这个要加长6模机才能做得到,不锈钢要加热。 |
| 这个如果2.5元加工费绝对可以做,不用考虑什么流水作业了,用能攻丝的数控车除一个内孔倒角外可以一次过自动送料车出来 |
螺帽 发表于 2013-1-27 18:03 我觉得用冷墩是有困难的,能说下大概工艺吗 |
nhycf 发表于 2013-1-26 21:27 没有图纸,那只有你自己做了,别人是没人敢做的. |
nhycf 发表于 2013-1-27 21:30 前段时间在优酷上看到一个使用什么以色列刀具的加工视频,那个速度,简直是看得人摇头叹气。一把刀,钻孔,外圆,内孔,全搞定,刀具头部还喷水。 现在我在想,那些在阿里或者其他网站发的国内订单,也许是难度太大别人搞不定,也许是价格太低本地人不接。看来在网上接单子非常难。 |
awolfbee 发表于 2013-1-27 19:04 冷却液冲的很大,呵呵,主要价格低廉,唉,现在的生意真是难啊,你不做有人做,冷镦是不去考虑了,呵呵 |
螺帽 发表于 2013-1-27 18:03 这个冷镦机可要得就有点大了。 |
|
本帖最后由 螺帽 于 2013-1-27 18:04 编辑 这个要是量大,开套模用冷墩机做,最便宜,也快,5000个几个小时的事 |
本帖最后由 awolfbee 于 2013-1-27 16:02 编辑 nhycf 发表于 2013-1-27 13:55 切削液应该加了吧,慢的工序多几个设备,快的个吧就成了。按照所消耗的时间反比来了。 钻头反正可以磨的,只要装夹不是很麻烦的话,有时只能牺牲消耗品以换取时间了,如果先打6.8的攻丝底孔,再打14,2的孔,切削液能进去,速度也会快很多。 |
| 我这个转速是做的20号钢的,不锈钢的还没做过,只是在洽谈阶段 |
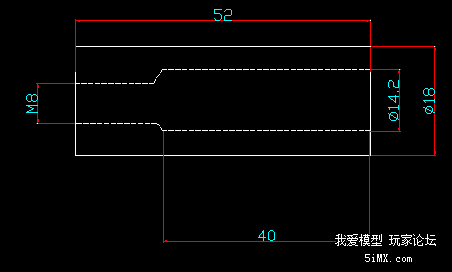
awolfbee 发表于 2013-1-27 13:38 我是用数控车做的,自动送料的,和你那个攻丝送料方式差不多,人工码料汽缸推料,14的孔深41快不了,转速高了钻头受不了,开始我打了800转,最后调到500转比价合适,进给大概是每转0.2 |
awolfbee 发表于 2013-1-27 12:12 几台设备同时做10几秒估计也不行把,我光钻14。2的孔就而是几秒多了,看过你改的攻丝机和仪表车很给力,你在加工方面一定是高手啊,呵呵,还请多多指点啊 |
pengxn2003 发表于 2013-1-26 22:46 内孔光洁度和尺寸都没要求,只要14的光圆穿进去唔阻塞感就行,其他尺寸都是自由公差,两端光洁度3.2左右,不锈钢的材料车出3.2的光洁度应该不难 |
nhycf 发表于 2013-1-26 10:42 这个是10秒一个是几台设备同时上的情况下所产生的效率,打孔-打孔-攻丝,每台机器只干一道工序。全部一台机器干的话10秒基本上没可能。 |
 /2
/2 
 收藏
收藏


