|
这床身也太软了吧,没放正也扭这么厉害 |
守护依旧如故 发表于 2014-1-14 09:40 我就没用过那么高的转速。用得最多的还是400多转 自动走刀。光洁度都不错啊 |
linlinguaipp 发表于 2014-1-13 22:41 皮带不装那么紧就有过载保护了。 |
myisdk 发表于 2014-1-13 21:14 我也是250 最高转速1600有时候要甩两下才转得起来 用变频好像还能软启动 对机器也比较好吧 |
myisdk 发表于 2014-1-13 21:14 变频的好处多多,有过载保护,如刀架撞卡盘会自动跳匝,崩刀会自动跳匝,还有安全 |
本帖最后由 老撅杆 于 2014-1-13 22:07 编辑 linlinguaipp 发表于 2014-1-12 22:30 主轴箱的四个固定螺丝旋松。有非常小的调整余地。足够调整这5丝的误差了。当然高低就更容易了。你的这个现象是主轴中心线和导轨不在一个平行线上。而不是水平线。如果是水平线的问题那就非常容易调整了。而如果不在一个平行线上调整起来要费点周折。不过也不是很难。 |
|
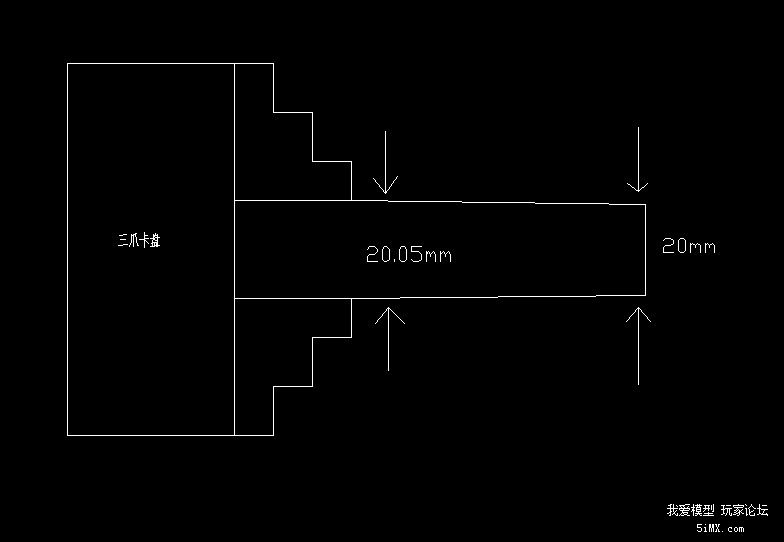
如果卡盘问题,夹歪了,也是左大右小 |
|
cjm250 那么多级速度还不够用啊。还上变频。换电机劳神费力的 |
myisdk 发表于 2014-1-13 21:01 对对,原来摇大盘轮的时候,很费力,,现在很顺滑,原来没放正 |
|
床拧着肯定不行 |
本帖最后由 xiaopan 于 2014-1-13 20:39 编辑 linlinguaipp 发表于 2014-1-13 12:47 实际检验过黄山永丰的机器,他们的主轴芯棒测试要求是200毫米内主轴内勾4丝,每台机器都打静态精度和做实际切屑。 楼主说的这个问题,首先肯定车床的内勾精度是对的,车出来应该是前小后大。但是不用顶尖顶住工件,工件可能会有变形,在试切的时候遇到过这样的情况。 另外可以考虑车一头然后夹住后再车另外一头,工件不直也有可能会引起误差。可以先校机器水平先,然后用顶尖顶住工件试试。 |
linlinguaipp 发表于 2014-1-13 12:47 50CM,半米长大小头差0.3,我也感觉还不算是太差,我的小床如果不找正,20CM就要差这么多 |
|
今天永丰曹经理回复说,“你好!这是正常现象符合机床要求”,晕了,难道自称精密的车床切8CM的外圆,大小头0.05的误差这叫精密吗,如果切50CM的外圆就变成了0.3的误差,我的妈不敢想。 |
|
我胡乱说一句啊不知道对不对,把床头固定螺丝松开在相应位置垫铜皮然后用效验棒来回打表,合格后紧固螺栓! |
|
一步一步检验 先上顶尖看看 不行在找下个问题,能引起你这个前大后小的问题的原因很多 新手一步一步来吧 |
fjs502 发表于 2014-1-12 23:16 教我怎么调啊,CJM250的床头能调吗,怎么调,说详一点吧,谢谢了 |
myisdk 发表于 2014-1-12 18:56 不用校验棒。 夹上工件,最小吃刀量,加工一段长度,测量两端直径,调整床头,然后架表测量工件2端,到表的跳动在直径差的一半时固定床头。 |
 /2
/2 
 收藏
收藏
