原帖由 生活就是日子 于 2011-1-31 09:54 发表
:em04: 真能折腾啊:loveliness:


原帖由 生活就是日子 于 2011-1-31 09:54 发表
:em04: 真能折腾啊:loveliness:
原帖由 liulei000 于 2011-1-31 12:09 发表
换挂轮很痛苦的:em15:
原帖由 一号营地 于 2011-1-31 10:33 发表
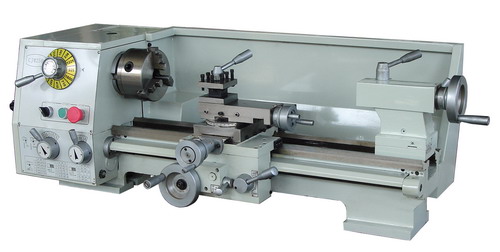
还是要根据你要加工的工件与你的工作室空间来确定
如你加工的物品,长于 450MM,或直径大于 100MM,时可以用 CJM250
如你的工作室大于 3*4M 即12平,用这个机子不错
另外,CJM250机子的最高转速 1600 转, ...
原帖由 zhang002 于 2011-1-31 13:26 发表
在功能方面,华飞250不如CJM250,
在耐用方面,CJM250不如华飞250,因为功能越多-部件越多-故障率超高呀,
CJM250只是用起来方便
原帖由 zhang002 于 2011-1-31 13:26 发表
在功能方面,华飞250不如CJM250,
在耐用方面,CJM250不如华飞250,因为功能越多-部件越多-故障率超高呀,
CJM250只是用起来方便
原帖由 bitao7697 于 2011-2-1 01:07 发表
耐用方面,齿轮机不如无级变速车床?!:em22: :em17:同样的问题:齿轮变速的铣床耐使呢还是无级变速的耐操?故障率呢?、、、、(咱不瞎侃,两种类型的车铣俺都在用。。。):em19:
原帖由 御风行 于 2011-2-1 13:21 发表
我现用的是西家的C6,越用越后悔。当初买的床子的时候,我正急着做鱼枪,从网上查到一家商店里有卖床子的,去了之后,看到也就只有三四种床子,先后比较了大小,贵贱,质量等因素,最后还是违心的买了C6,等到使用一 ...
原帖由 cgwyj1 于 2011-1-31 12:46 发表
建议你最好还是别换,CJM那些功能说实话基本都是些鸡肋,最大的问题是限制了你以后的数控化升级。
再就是玩玩经常要车些小直径工件和铝合金件,打个比方,如果你不会磨刀,最好买数控刀片。
车铝合金要求有很高的线 ...
原帖由 中山阿成 于 2011-2-1 18:33 发表
仅为了车螺纹?一般小于M12要求不高的螺纹,都可以直接用板牙丝锥侍候。。。不过外螺纹先车,最后再用板牙精整一下也很爽的。
不过自动走刀确实是可以在走刀的时候点上一根烟。。。:em15: :em15:
我当时也有看 ...
| 欢迎光临 5iMX.com 我爱模型 玩家论坛 ——专业遥控模型和无人机玩家论坛(玩模型就上我爱模型,创始于2003年) (http://5imx.com/) | Powered by Discuz! X3.3 |
