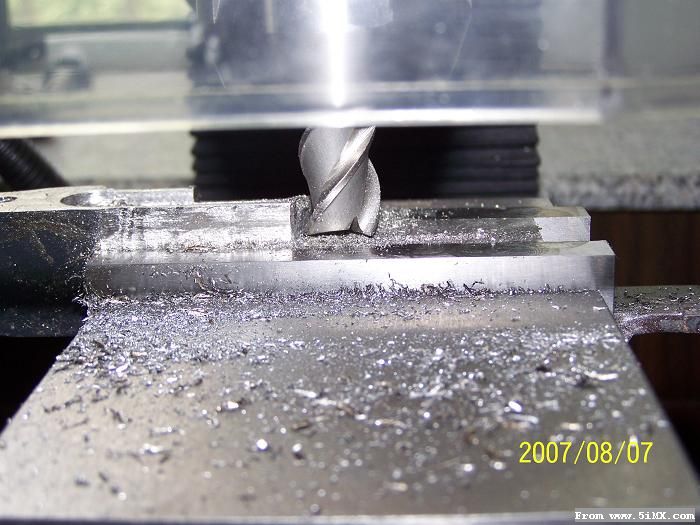
用翻修过的平口钳加了一把机夹车刀,想铣成cjm250能用的规格,车刀下垫了另一把小车刀,用16毫米粗的铣刀留了余量开始铣,用五百转铣不动,用三百转可以铣动,
可是不一会留的余量就没有了,还铣到了平口上,抬搞机头重新对准,使劲锁住机头的那两个锁扣,然后下到合适位置再锁紧主轴旁的那个锁紧开关,把铣刀也紧了一紧,可是不一会又往下走了,虽然很小的量但是铣到平口的声音是不一样的,重新抬高,不一会又会下来一些....我观察了一下,上下的那个大手轮刻度没有动,而数显的那个也没有动在-0.00上,我就奇怪了,
我铣的是硬质合金,可能是硬了一点,但我吃刀量很小,我已经铣了一半,但是把我的翻修平口铣到了,心很痛.不知道什么原因,请大家分析一下.
不知道以后这精度怎么控制.这预留量该怎么留.


[ 本帖最后由 bbcbbs 于 2007-8-7 23:24 编辑 ] |



 /1
/1 



 发表于 2007-8-7 10:06
发表于 2007-8-7 10:06

 收藏
收藏 楼主
楼主